Этот тип робототехнических комплексов по своему значению является, пожалуй, наиболее важным. Сборочные операции в машиностроении составляют до 40 % себестоимости изделий, а в приборостроении еще больше – до 50–60 %. Вместе с этим степень автоматизации сборочных работ сегодня весьма низка в связи с ограниченными возможностями, которые имеют здесь традиционные средства автоматизации в виде специальных сборочных автоматов. Такие автоматы применимы главным образом в массовом производстве, в то время как, например, в машиностроении до 80 % продукции относится к серийному и мелкосерийному производству. Поэтому создание гибких сборочных комплексов на базе ПР является одним из основных направлений в автоматизации сборочных операций.
К сборочным операциям относятся механическая сборка, электрический монтаж, микроэлектронная сборка. Процесс сборки состоит из следующих последовательных взаимосвязанных операций:
1) загрузка собираемых деталей в загрузочные и транспортные устройства (обычно с их ориентацией);
2) перемещение деталей к месту сборки;
3) базирование, т. е. фиксация в строго определенной позиции, с ориентацией деталей на сборочной позиции;
4) собственно операция сборки, т. е. сопряжения деталей, включая часто закрепление;
5) контрольно-измерительные операции в ходе сборки;
6) удаление собранного узла со сборочной позиции для перемещения его на следующую позицию, если сборка не закончена.
Каждая из этих операций принципиально может быть выполнена с помощью ПР, но не всегда это целесообразно. В тех, например, случаях, когда требуется перемещение по одной координате, более простым решением может быть применение устройств типа толкателей. В других случаях могут применяться специальные ориентаторы и простые однопрограммные механические руки. Роль ПР в сборочных комплексах наряду с более простыми и специальными средствами автоматизации может быть различной. Зависит она, прежде всего, от конкретных требований к гибкости комплекса, что, в свою очередь, определяется серийностью выпускаемой продукции. Поэтому рассмотрим роль ПР в сборочных комплексах, которые можно классифицировать следующим образом в зависимости от объема выпускаемой продукции, начиная с массового производства и заканчивая единичным:
1) специальные сборочные автоматы для массового и крупносерийного производства с возможным применением простых автоматических манипуляторов на вспомогательных и отдельных основных сборочных операциях;
2) робототехнические сборочные комплексы для крупносерийного и серийного производства, в которых сборочные операции выполняют специальные ПР с цикловым управлением;
3) робототехнические сборочные комплексы для крупносерийного и серийного производства на базе универсальных и специализированных ПР, каждый из которых может осуществлять любые сборочные операции за счет смены инструмента (в том числе непосредственно и в процессе сборки изделия);
4) робототехнические сборочные комплексы для серийного производства, в которых вся сборка выполняется одним универсальным ПР;
5) робототехнические сборочные комплексы для серийного производства с участием человека в управлении ПР или в выполнении им отдельных операций вручную.
Включение человека непосредственно в технологический процесс сборки может вызываться либо экономическими соображениями, либо технической невозможностью сегодня автоматизировать отдельные сложные операции (например, некоторые регулировочные и настроечные действия), либо необходимостью оперативного подключения человека в аварийных ситуациях, когда автомат по какой-то причине не справляется с заданием, либо, наконец, временно на этапе освоения сборки нового изделия (в том числе и как один из способов программирования методом обучения).
Примерами специальных сборочных автоматов, указанных в п. 1 приведенной классификации, являются автоматы для монтажа печатных плат и сборочные роторные линии, используемые в массовом и крупносерийном производствах. Средства робототехники находят здесь ограниченное применение в основном для обслуживания (операции загрузки–выгрузки).
На рис. 6.1 показан участок одного из первых отечественных робототехнических сборочных комплексов массового производства механических наручных часов на базе специальных ПР, относящийся к п. 2 приведенной классификации. На прямоточной транспортной системе закреплено приспособление-спутник, которое перемещается от позиции к позиции по прямой линии с фиксацией через равные промежутки времени.
Сборка осуществляется по принципу параллельно-последовательной сборки на всех позициях одновременно с последующим перемещением приспособления-спутника на очередной шаг. Установка оснащена специальными пневматическими ПР с приспособлениями, сменяемыми в зависимости от марки собираемых часов.
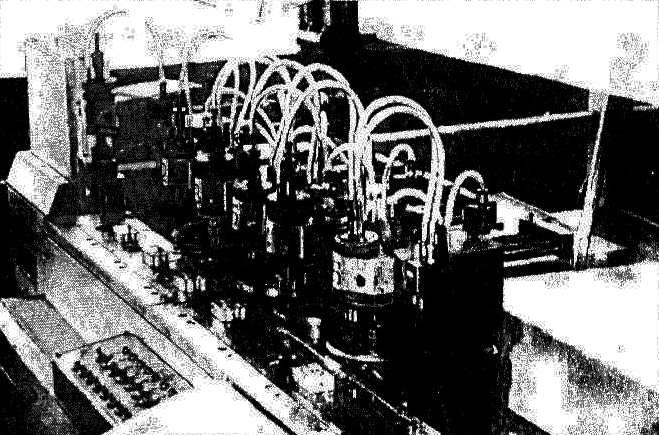
Рис. 6.1. Робототехническая сборочная линия массового производства наручных часов
Сборочные линии, из которых состоит комплекс, включают транспортную систему, специальные ПР, пульт управления, вибробункеры, питатели, а также различные оснастку и приспособления. Детали и узлы часов поступают на позиции сборки из вибробункеров в ориентированном положении. Платины часов, набранные в кассеты, автоматически устанавливаются в приспособления-спутники, которые являются составным элементом прямоточной транспортной системы. Роботы производят установку деталей или узлов в платину часов в заданной последовательности и с необходимой точностью. Для того чтобы обеспечить условия собираемости, платина часов фиксируется снизу с помощью специального приспособления. Высокая ритмичность работы комплекса и непрерывность выполнения операций позволили в 6–8 раз повысить производительность, улучшить качество сборки часов, ликвидировать монотонный ручной труд, поднять культуру и организацию производства.
На рис. 6.2 показан пример сборочного робототехнического комплекса, построенного на базе универсального ПР (п. 3 приведенной классификации). Комплекс включает несущую раму, поворотный стол, загрузочные и ориентирующие устройства, устройства крепления оснащения, кабельные узлы, устройство управления комплексом, блоки синхронизации и связи с ЭВМ.
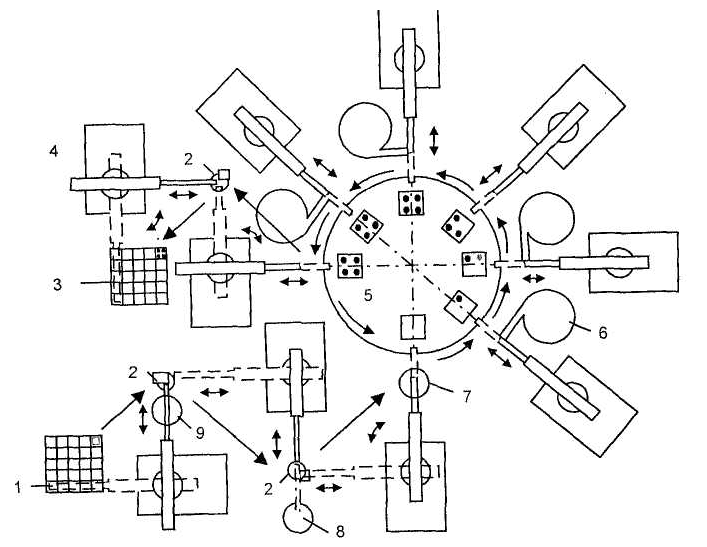
Рис. 6.2. Робототехнический комплекс для сборки контурных катушек радиоприемников: 1 – загрузочное устройство (тара); 2 – промежуточная точка; 3 – разгрузочное устройство; 4 – устройство группового управления; 5 – роторный стол; 6 – загрузочное устройство; 7 – ванна для очистки; 8 – ванна для пайки; 9 – ванна для флюсования
Для выполнения собственно операций сборки применены универсальные пневматические ПР типа МПС-9С. Комплекс предназначен для сборки контурных катушек бытового радиоприемника, ПР в его составе выполняют следующие операции:
1) выборку каркасов катушек из кассеты;
2) флюсование выводов обмоток;
3) пайку выводов;
4) промывку выводов;
5) установку каркасов на ложементы поворотного стола;
6) надевание кольца;
7) навинчивание буксы;
8) закручивание сердечника;
9) надевание экрана;
10) маркировку катушки;
11) установку в кассеты готовой контурной катушки.
Смена кассет на рабочих позициях автоматизирована с помощью разгрузочно-загрузочных устройств. Сборочные элементы подаются на рабочие позиции с помощью вибробункеров, в которых выполняются их ориентация, накапливание и поштучная выдача. Для обеспечения условий собираемости и снижения требований к точности изготовления сборочных элементов, оснастки и приспособлений манипуляторы ПР оснащены вибромодулями. За один рабочий цикл 10 ПР выполняют все технологические операции по принципу параллельно-последовательной сборки. В конце цикла происходит перемещение координатного устройства, которое подает в позицию захвата первого ПР и в позицию сброса десятого ПР соответствующие ячейки подающей и приемной кассет, а также перемещение на один шаг роторного стола, на специальных ложементах которого производится сборка контурной катушки. Длительность цикла работы комплекса – 10 с.
Применение подобных сборочных комплексов на порядок повышает производительность труда, дает экономию производственной площади и позволяет осуществить комплексную автоматизацию сборочного производства в целом. Переналадка комплекса осуществляется заменой рабочих органов ПР и их управляющих программ. По сравнению с предыдущим типом сборочных комплексов, основанных на использовании специальных ПР, применение здесь на всех операциях одного типа универсального ПР расширяет номенклатуру собираемых изделий, хотя сами ПР при этом оказываются более сложными и избыточными по своим возможностям применительно к каждой отдельной выполняемой ими операции. Поэтому переход от специальных ПР к универсальным оправдан при уменьшении серийности выпускаемых изделий.
На рис. 6.3 представлена схема линии сборки трансформаторов с помощью ПР с элементами очувствления и адаптивным управлением. На несущей раме смонтировано сборочное оборудование – три ПР, питатели собираемых деталей и сборочная оснастка. В линию входят также установка формовки и сушки трансформаторов и ряд других элементов.
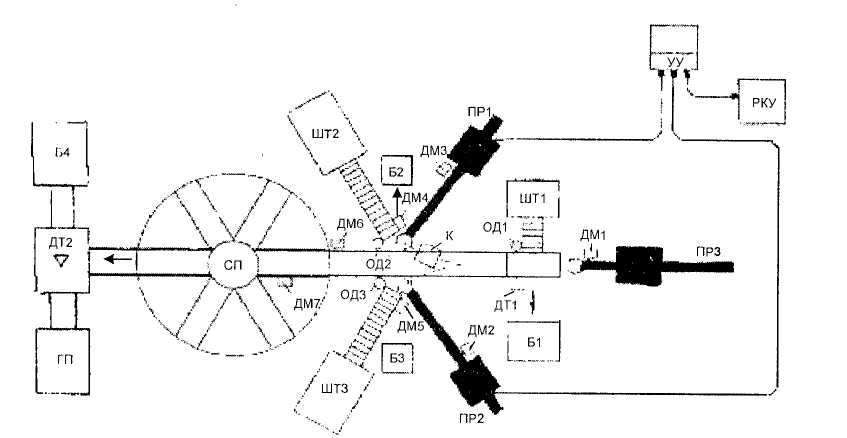
Рис. 6.3. Линия автоматической сборки трансформаторов: ПР1–ПРЗ – промышленные роботы; СП – сушильная печь; ШT1–ШТЗ – шаговые транспортеры (питатели) для подачи соответственно нижних магнитопроводов; верхних магнитопроводов и катушек; ОД1–ОДЗ – оптические дальномеры; Б1–БЗ – бункеры для продукции; ДМ1–ДМ7 – магнитные датчики-дальномеры; УУ – устройство управления комплексом; РКУ – речевое командное устройство; ГП – бункер для готовой продукции; ДТ1, ДТ2 – датчики тока; К – кювета с раствором
Устройство управления линии осуществляет групповое управление всеми ПР и технологическим оборудованием по заданной программе. Кроме того, в него включен узел адаптации, состоящий из тактильного сенсора и системы контроля тока холостого хода трансформатора. Набор вспомогательных программ позволяет контролировать качество сборки трансформаторов и принимать решение о дальнейшем порядке работы в зависимости от полученной информации.
Роботы реагируют на нестандартные ситуации, которые могут складываться во время работы:
1) невыполнение одного из условий собираемости узла;
2) несоответствие магнитных и электрических параметров заданным.
Линия работает по принципу последовательной сборки. При поступлении нижней пары магнитных сердечников с питателя на исходную позицию сборки подается команда на ПР, который берет катушку из питателя и устанавливает ее на пару сердечников. Другой ПР берет с исходной позиции питателя 2 верхних магнитных сердечника, последовательно опускает их в обезжиривающий и клеевой растворы, а затем соединяет с катушкой и 2 нижними сердечниками. Третий ПР удаляет собранный трансформатор с позиции сборки и с разворотом подает его в установку формовки и сушки карусельного типа. В установке трансформаторы обжимаются и подогреваются для склейки торцов сердечников. В процессе сборки трансформаторов контролируются:
– поступление деталей на исходные позиции (с помощью оптических датчиков);
– собираемость деталей и узлов (с помощью датчиков положения);
– электрические параметры магнитопривода (с помощью датчиков тока).
После окончания формовки и сушки трансформатора осуществляется выходной контроль его электрических параметров. В случае невыполнения одного из контролируемых условий детали или узлы сбрасываются в браковочную тару.
Следующим типом робототехнических сборочных комплексов, которые оказываются экономически более выгодными при меньшей серийности производства, являются комплексы с ПР, последовательно выполняющими ряд сборочных операций на одном рабочем месте вплоть до полной сборки целого изделия (п. 4 приведенной ранее классификации). Такое построение комплекса существенно повышает его гибкость, позволяя только программно изменять число сборочных операций без изменения количества ПР, что неизбежно, если каждый ПР выполняет только одну операцию. В таких комплексах ПР в ходе сборки многократно сменяет свои рабочие органы при переходе от одной операции к другой. Примерами сборочных ПР, предназначенных для многооперационной сборки, являются электромеханические ПР типа «Сигма» (Италия,) и «Пума» (США).
На рис. 6.4 показан один из первых робототехнических комплексов, осуществляющих сборку на одном рабочем месте такого достаточно сложного изделия, как пылесос. Комплекс смонтирован на сборочном столе и включает два электромеханических манипулятора (1, 2) с восемью степенями подвижности (первый (силовой) работает в вертикальной плоскости, а второй – в горизонтальной) и семь телевизионных камер, три из них (α, β, γ) ориентированы вертикально, а четыре (А, В, С, D) – горизонтально. Захватное устройство горизонтального манипулятора снабжено датчиками тактильными, усилия и давления. Пылесос 3 собирается из трех узлов: фильтра 4, электродвигателя 5 и корпуса 6, которые поступают на сборку неориентированными.
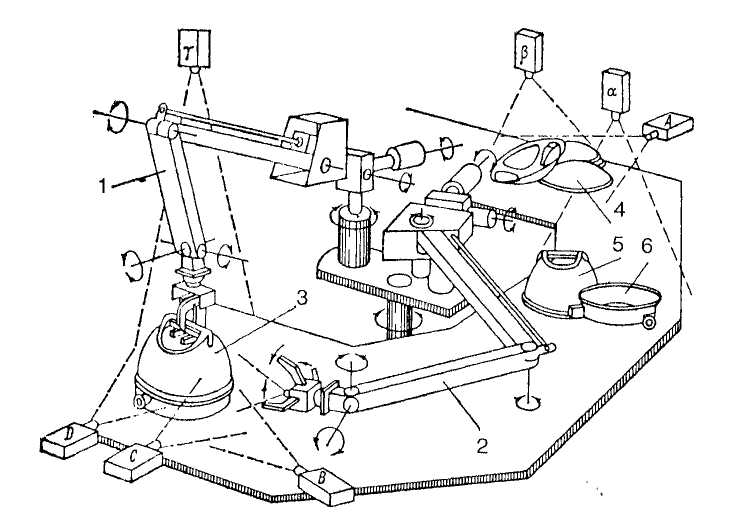
Рис. 6.4. Робототехнический комплекс для сборки пылесосов фирмы «Хитачи» (Япония)
Близки к сборочным роботам и часто применяются вместе с ними роботы для контроля размеров – измерительные машины. Их рабочим органом является измерительный щуп, которым производится ощупывание контролируемого изделия в нужных точках. Обычно такие измерительные машины имеют прямоугольную систему координат и ЧПУ, обеспечивающее точность до единиц микрометров. На рис. 6.5 показан пример измерительной машины.
Рис. 6.5. Измерительная машина